天津会一自动化科技有限公司


新建锚点1
UW500集散控制系统在农药制剂过程中的应用
一、控制系统架构
系统包括三个控制站(ST01,ST02,ST03),单控制站规模,模拟量512点或者数字量1024点。控制站ST01包括5条乳油配置生产线、2条水\微乳配置生产线和1条微胶囊配置生产线的所有控制点。控制站ST02包括3条悬浮剂配置生产线。并且预留了2条悬浮剂配置生产线的扩展能力。控制站ST03包括4条粉剂配置生产线和1条颗粒剂配置生产线。并且预留了1条颗粒剂配置生产线的扩展能力。
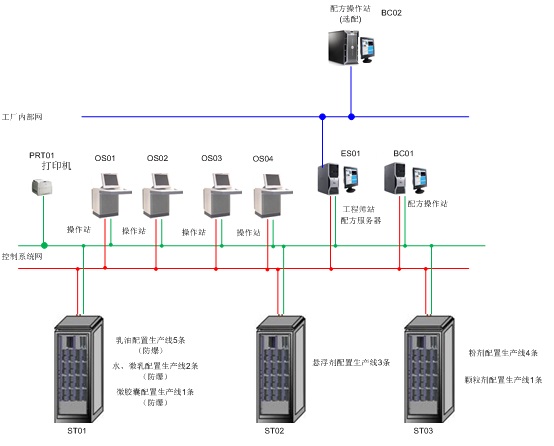
图1DCS系统结构图
系统采用全冗余设计(电源冗余、网络冗余、控制冗余、IO冗余、操作冗余),控制站采用最新的高性能CPU,实时数据存储器、冗余SNet驱动单元和冗余CNet驱动单元等功能模块组成,强大的数据运算处理能力和标准工业级硬件品质,确保能够在工业现场高速稳定的实现各类复杂的控制策略。模拟量采用单点卡,支持模块的点点隔离、点点配电、点点在线更换。不仅可靠性高,维护也及其方便。另外还配置Modbus通讯模件,负责和全厂其它第三方设备实现无缝连接。
二、配方操作站
配方操作站提供配方的管理、生产任务的管理、批次报表等功能。
2.1配方的管理
配方管理页面可以看到乳油、水\微乳、微胶囊、悬浮剂、粉剂、颗粒剂所有生产线生产的产品配方信息,可以新建、修改、删除某种产品的配方。产品的配方信息包括产品类型(乳油、微胶囊等)、生产产品需要经过的设备单元(油相釜、水相釜等)、设备单元的生产过程参数(温度、时间、重量等)等信息。
新建配方时选择产品类型,系统自动调出产品类型的配方模板。配方模板可以预先组态好也可以由用户工艺工程师去维护。
以微胶囊产品A为例,产品A的配方信息如下:
|
微胶囊配方 |
||
|
设备单元 |
生产过程参数 |
产品A |
|
油相釜 |
二甲苯加入量(公斤) |
5 |
|
成囊剂加入量(公斤) |
|
|
|
乳化剂加入量(公斤) |
2 |
|
|
助剂加入量(公斤) |
1 |
|
|
料仓粉体加入量(公斤) |
60 |
|
|
升温温度(℃) |
40 |
|
|
油相釜温度到后搅拌时间(分钟) |
30 |
|
|
水相釜 |
软水加入量(公斤) |
30 |
|
胶体保护剂加入量(公斤) |
5 |
|
|
乳化剂加入量(公斤) |
|
|
|
升温温度(℃) |
60 |
|
|
均质搅拌时间(分钟) |
45 |
|
|
保温釜 |
保温釜升温温度(℃) |
60 |
|
保温釜升温后保温时间(分钟) |
240 |
|
|
稳定剂加入量(公斤) |
6 |
|
|
稳定剂加入后搅拌保温时间(分钟) |
50 |
|
|
黄原胶溶液加入量(公斤) |
10 |
|
|
PH调节剂加入量(公斤) |
|
|
|
防冻剂加入量(公斤) |
3 |
|
|
降温温度(℃) |
30 |
|
|
成品槽 |
|
|
如果产品A在油相釜中不需要加入成囊剂,只要不填“成囊剂加入量”或者把这项删除。
鉴于配方机密的考虑,只有有配方管理权限的工艺工程师才能做配方的管理功能(权限可配置)。
2.2生产任务的管理
在配方操作站新建生产任务,选择产品配方、计划生产成品量以及计划执行时间,系统会产生一条生产任务计划。创建任务时系统可以根据预设定的信息计算出所需的包材。
![]()
点击明细可以查看生产配方里各种原料的配比量,具有配方管理权限的工艺工程师还可以看到生产配方的生产过程参数。创建好的生产任务可以修改、删除。
在计划执行时间前30分钟(可配置)系统会提示有生产计划需要被执行,生产管理人员可以检查生产准备情况。生产管理人员确认后,生产任务改变状态为“等待执行”。
![]()
生产操作人员可以点击【开始】按钮,开始生产任务的执行。任务执行后系统会自动生成产品批次号(批次号生成规律可配置),一个生产任务可以包含多个生产批次。此时,生产任务状态:![]()
生产批次状态:
![]()
也可以在任务下面人工创建批次,批次号系统自动生成。
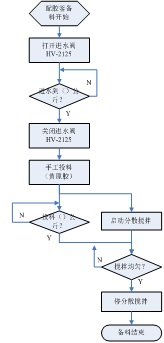
批次执行过程中,控制站里组态好的顺序控制逻辑会一步步执行,提示操作工按照操作规程一步步操作。例如微胶囊产品A的控制逻辑如下:

每一步逻辑可以包括控制子逻辑。备料子逻辑如下:
油相釜子逻辑如下:

油相釜子逻辑里面的每步逻辑可以分解成更细的子逻辑。
控制逻辑里面的生产过程参数变量来自配方信息,如果配方信息里缺少某项生产过程参数,系统会跳过这个逻辑往下执行。
生产任务执行完成后,查看生产任务如下图:

质量部门可以把对每批次产品以及生产过程中的化验数据结果录入系统。选择任务或者批次,可以查看任务或批次的事件日志、操作记录、报警记录和产品品质数据。
生产管理人员可以选择搜索条件过滤生产任务,找出符合搜索条件的生产任务,打印生产任务报表,如生产任务日报、周报、月报、年报等,任务包括的批次信息也可以打印出来。生产管理人员可以搜索出指定的产品批次,查找追索批次的生产过程信息。
2.3批次报表
可以定制符合客户工艺要求的批次报表。

系统还可以定制各种生产管理报表。如某种产品的日报、周报、月报、季报、年报等;某种原材料消耗的日报、周报、月报、季报、年报等;水电消耗的日报、周报、月报、季报、年报等。
三、UW500 DCS平台上批处理控制逻辑的实施
3.1 单元设备建模
主要设备在UW500 DCS平台上有与之对应的控制模型。例如R-2101油相釜设备单元图纸如下:
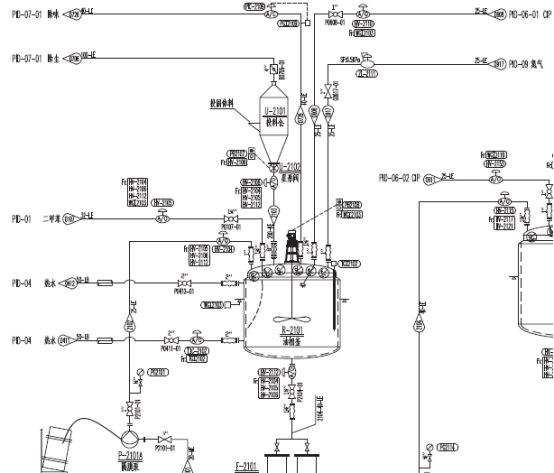
Figure 9油相釜设备单元
在UW500 DCS平台上,会建立一个之对应的控制模型,这个模型里包括单元设备内的控制逻辑,比如泵的起停、阀的开关、压力控制回路、温度控制回路以及连锁逻辑等。另外这个模型还有自己的事件方法,比如二甲苯进料、隔膜泵进料、料仓投料、油相釜升温、搅拌、排料等。
|
微胶囊生产线单元设备模型 |
||
|
单元设备 |
基础逻辑 |
事件方法 |
|
R-2103配置釜 |
开关阀逻辑 |
进水(W) |
|
起停搅拌逻辑 |
投料(W) |
|
|
称重 |
调温(T) |
|
|
|
排料(W) |
|
|
R-2101油相釜 |
开关阀逻辑 |
二甲苯进料(W) |
|
起停搅拌逻辑 |
隔膜泵进料(W) |
|
|
起停泵逻辑 |
料仓投料(W) |
|
|
压力控制回路 |
调温(T) |
|
|
温度控制回路 |
搅拌(t) |
|
|
称重 |
排料(W) |
|
|
R-2102水相釜 |
开关阀逻辑 |
软水进水(W) |
|
起停搅拌逻辑 |
隔膜泵进料(W) |
|
|
起停泵逻辑 |
水相釜进料(W) |
|
|
均质机控制逻辑 |
调温(T) |
|
|
温度控制回路 |
搅拌(t) |
|
|
称重 |
均质(t) |
|
|
|
排料(W) |
|
|
R-2104A 1#保温釜 |
开关阀逻辑 |
水相釜进料(W) |
|
起停搅拌逻辑 |
隔膜泵进料(W) |
|
|
起停泵逻辑 |
配胶釜进料(W) |
|
|
温度控制回路 |
调温(T) |
|
|
称重 |
搅拌(t) |
|
|
|
排料(W) |
|
|
R-2104B 2#保温釜 |
开关阀逻辑 |
水相釜进料(W) |
|
起停搅拌逻辑 |
隔膜泵进料(W) |
|
|
起停泵逻辑 |
配胶釜进料(W) |
|
|
温度控制回路 |
调温(T) |
|
|
称重 |
搅拌(t) |
|
|
|
排料(W) |
|
|
V-2101A 1#成品槽 |
开关阀逻辑 |
进料(W) |
|
起停泵逻辑 |
排料(W) |
|
|
称重 |
|
|
|
V-2101B 2#成品槽 |
开关阀逻辑 |
进料(W) |
|
起停泵逻辑 |
排料(W) |
|
|
称重 |
|
|
3.2 生产线的控制流程
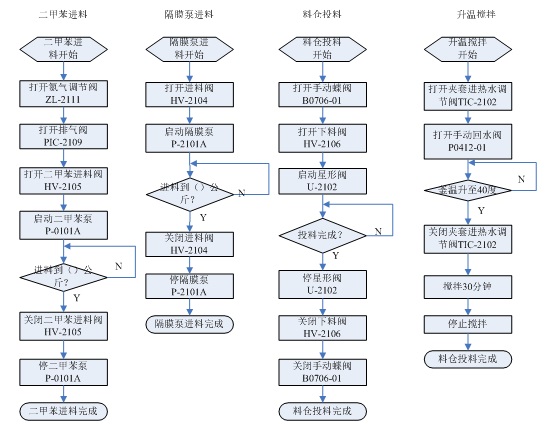
某批次产品的生产会从某源设备单元经过一系列设备单元到最后包装出成品的设备单元。因为这些设备单元在UW500 DCS系统里都有了控制模型,所以只要把生产产品经过的设备单元连接起来,生产这个批次产品的生产线控制模型就建立起来了。再辅以生产配方的参数,UW500 DCS就会自动完成一连串的设备单元控制,产品生产的整个环节就都在控制系统的帮助下有条不紊的进行。以微胶囊生产线为例,有四种生产线控制流程:
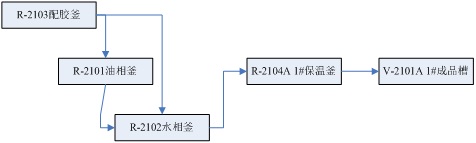
Figure 10微胶囊生产线控制流程一

Figure 11微胶囊生产线控制流程二
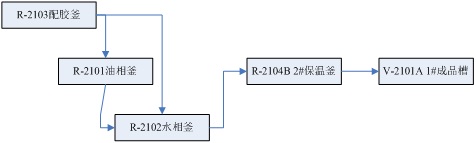
Figure 12微胶囊生产线控制流程三
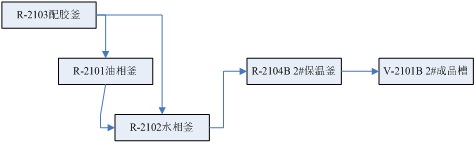
Figure 13微胶囊生产线控制流程四
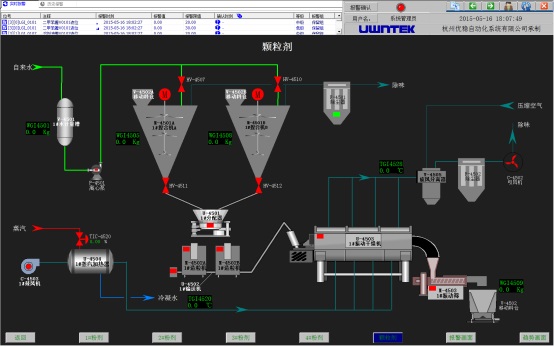
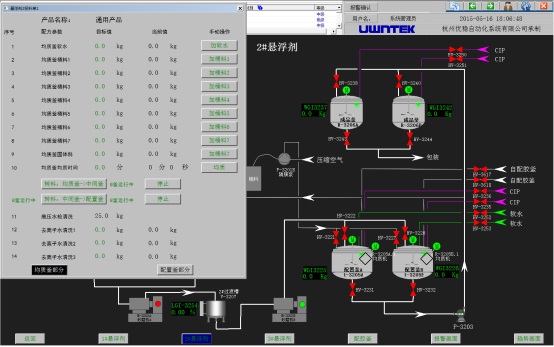
四、工程截图

物联网
客服中心
服务咨询电话:022-23726979,18202238868
地址:天津市西青区福保产业园2栋1门405

友情链接/ LINK: